EN
Renewable energy and high-tech Bio-silicates from rice hulls


Customers are now able to produce Silicates not only sustainably but also economically.Andreas Pörner, CEO Pörner Group
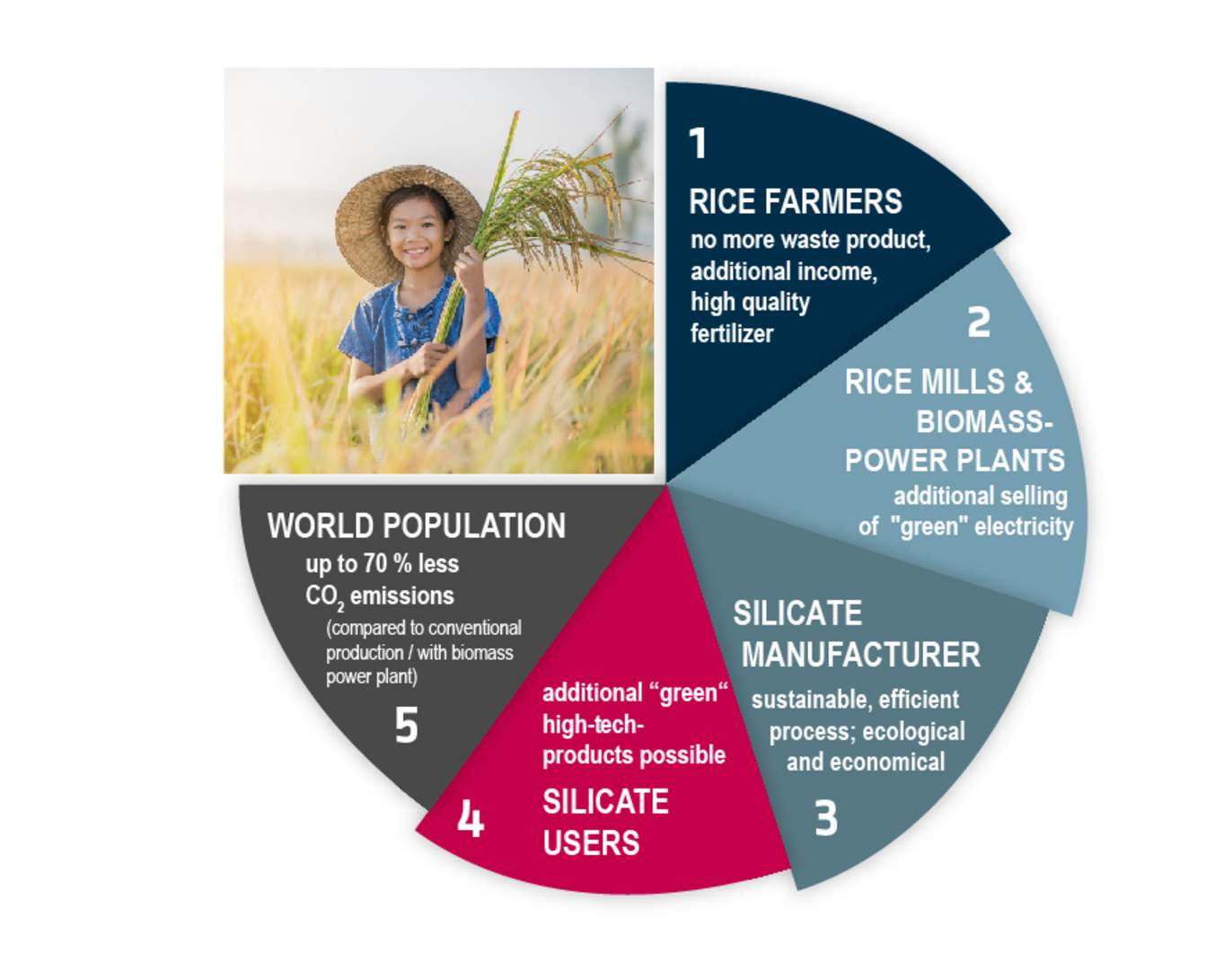
The Pörner Bio-Silicate technology can be beneficially integrated along the value chain from the rice plant to the high-tech Bio-Silicate. It offers utilization of the by–product rice hull and savings in energy. Pörner designs and realizes the Bio-Silicate Plant either as stand-alone or - if not yet existing - including the upstream biomass power plant.
The Bio-Silicate technology offers several economic benefits, ...
The Pörner Bio-Silicate technology integrated with a Biomass Power Plant, ...

Rice is the main food source for half of the world's population. Each grain of rice is wrapped in a pellicle, the rice hull, a perfect protection against external influences. Its high resistance is explained by its material, mainly silicates and cutins. The weight of the rice hulls is equal approximately 20 % of the total rice grain. Accordingly, in rice processing, large quantities of rice hulls are a waste product that must be disposed of in landfills, as they rot slowly due to their chemical composition. However, the hulls contain high potential to be used for sustainable power generation.
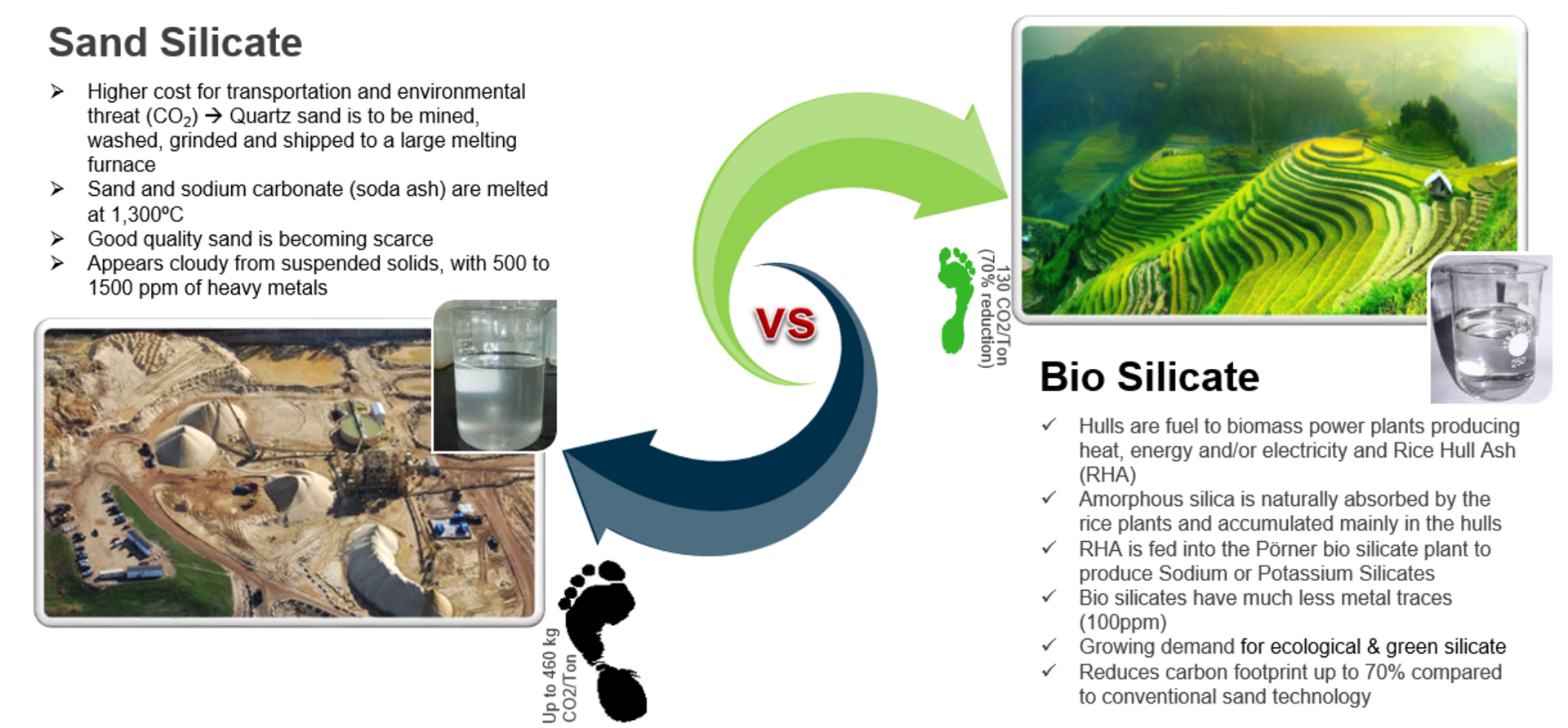
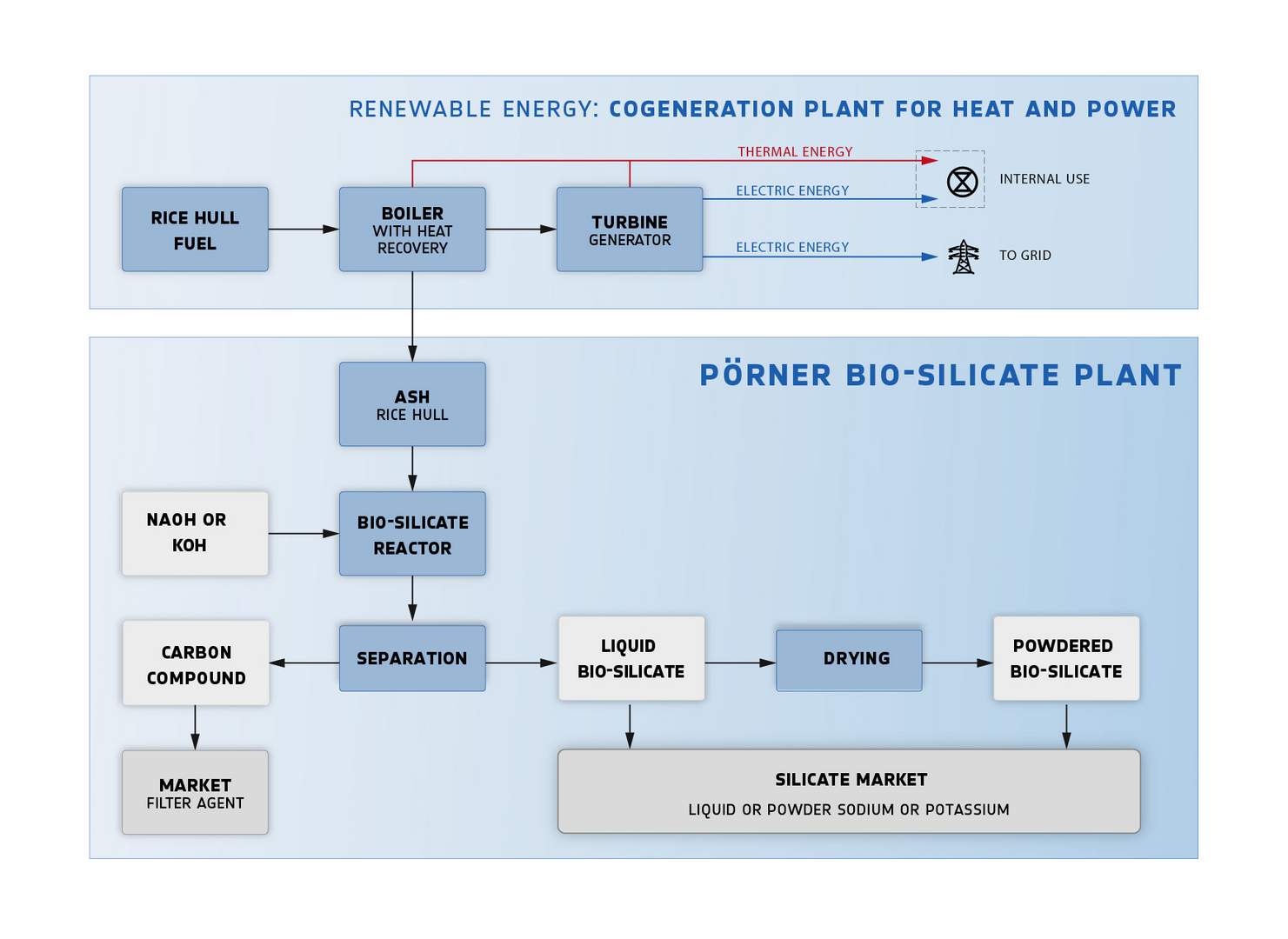
The Pörner technology converts rice hulls in modern biomass power plants into climate-friendly, renewable "green energy". During the combustion of the hulls, rice hull ash is obtained in a CO2-neutral cycle in addition to electrical and thermal energy. This rice hull ash contains more than 90 % silicon dioxide (SiO2), which is modified into high-quality silicates by the Pörner Bio-Silicate Process.
From the subsequent filtration step, a filter cake is obtained, which consists mainly of pure carbon. This valuable By-Product can be used as filter aid material.
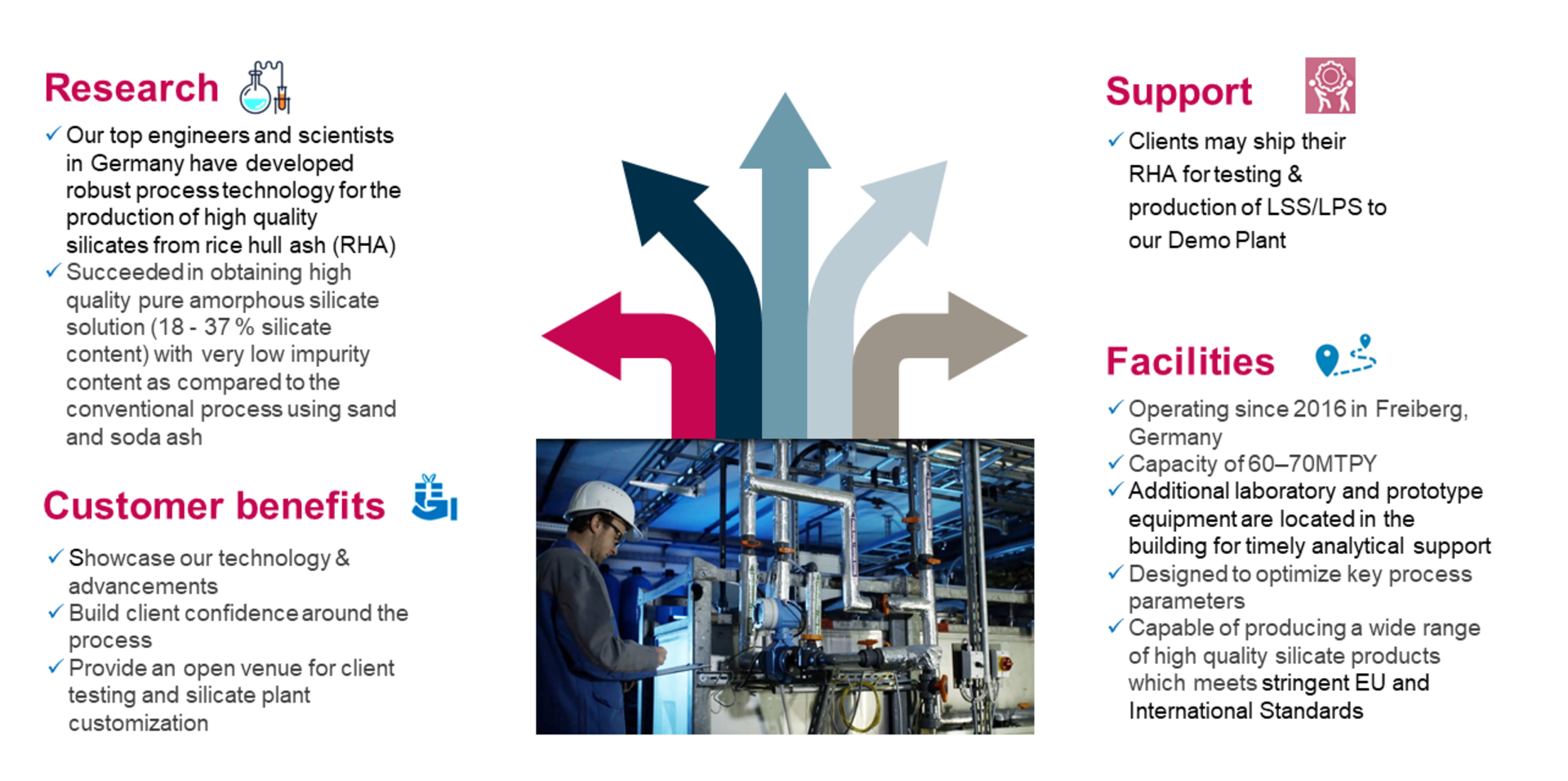
The filtered Silicate is a high purity product and can - after subsequent decolorization - be used as an industrial water glass. By advanced treatment even highest silicates qualities can be produced for the high purity silicate market.
Pörner operates a modern demonstration plant in Freiberg/Germany. This plant is specifically designed to define and optimize the key parameters of the process.
In accordance with customer specifications, high-quality silicate products are developed in liquid form from the ashes provided. Using state-of-the-art process and laboratory equipment, analytical investigations can be carried out efficiently.

The use of silicates is diverse - the spectrum spans from bleach in the paper industry to additives in detergents, paints, building materials, cosmetics, tires and construction chemicals. Furthermore, silicon can be processed with potassium into environmentally friendly fertilizer, with potential to improve plant growth, and increase yield and crop quality by up to 25%.
The world market for silicates is growing continuously. It is forecasted to reach about $ 6.5 billion by 2025, with detergents accounting for around one quarter of the market. At present, precipitated silica is the fastest-growing market for car tire production (keyword "green tires").









The Pörner Group is the leading independent engineering company for process plant engineering in Central Europe with its headquarters in Vienna, Austria.
550 engineers and specialists, 10 locations in Europe, 60+ Biturox® plants.
Newsletter Sign up | Unsubscribe
© 2009-2025 Pörner Ingenieurgesellschaft mbH. All Rights reserved.
